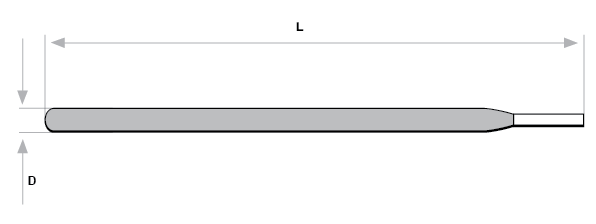
Electrozii PATON RUTILICI sunt utilizați pentru sudură manuală a oțelurilor carbon sau cu C scăzut (echivalent St 0, St 1, St 2, grupele A, B, C precum și gradele de oțeluri KP, PS, SP conform US 1050 – (05kp, 08kp, 08ps, 08, 10kp, 10pc, 10, 15kp, 15ps, 15, 20kp 20ps, 20). Sudarea este posibilă în orice poziție, exceptând poziția vertical descendent pentru electrozii de diametru 5 mm. Electrozii sunt caracterizați printr-o aprindere și reaprindere ușoară, ardere stabile, pierderi puține de metal prin stropi, cordon de sudură continuu și proporțional; metal depus continuu, cu separare ușoară a zgurei. Permite utilizarea unui current electric de amperaj scăzut. Pentru electrozii de diametru mic se pot utiliza surse de current casnice. Electrozii pot fi manevrați ușor, ceea ce îi face ușor de folosit chiar și pentru sudorii amatori sau începători. Electrozii nu sunt sensibili la calitatea pregătirii marginilor, disponibilitatea acoperirilor galvanice, a ruginei și a altor contaminări ale suprafeței.
Electrozii cu înveliș rutilic produc un transfer în picături mari, arcul produs este stabil și liniștit la curenți de intensitate mai mică, ceea ce face ca acești electrozi să fie adecvați sudării tablelor subțiri. Electrozii cu înveliș rutilic sunt adecvați pentru sudarea în orice poziție, cu excepția poziției vertical descendentă.
Înveliș de tip: rutilic Standardizare: AWS A 5.1:E 6013 Codificare: 43 2 RС11 conform ISO 2560-A
Sudarea în orice poziție este posibilă fără modificarea curentului de sudare în timpul realizării sudării. Sudarea îmbinărilor verticale prin metoda vertical descendent ar trebui făcută printr-un arc sau un contractor scurt. Nu este permisă scurgerea sudurii topite sub arcul de sudură. Aceasta impune o înclinare a unghiului / poziției electrodului față de vertical cu 40o-70o. În poziția descendentă un electrod trebuie înclinat cu un unghi de 20° – 40° față de vertical.
Condiții de sudare:
Amperajul curentului electric (A), în funcție de diametrul electrozilor (mm)
2,5
3
4
5
50-100
80-110
130-140
170-230
Mod de ambalare:
Cutii de 2,5 / 5 kg, respectiv și de 1 kg pentru diametre de 2,5 – 3 mm
Poziții de sudură
Certificat producător:
Producător
Origine
Produs certificat
Certificat №
LLC “Pilot Plant E.O.Paton”
Ucraina
Consumabile pentru sudură: standard general pentru metale de umplere și flux metalic pentru sudarea materialelor: electrozi acoperiți pentru sudarea manuală cu arc electric conform EN ISO 2560 și EN ISO 3581, certificare CE conform EN 13479
1922-CPR-0998
Bibliografie:
SR EN ISO 2560:2010: Materiale pentru sudare. Electrozi înveliți pentru sudarea manuală cu arc electric a oțelurilor nealiate și cu granulație fină. Clasificare.
SR EN ISO 14341 :2011 : Materiale consumabile pentru sudare. Sârme electrod și depuneri prin sudare pentru sudare cu arc electric în mediu de gaz protector cu electrod fuzibil a oțelurilor nealiate și cu granulație fina. Clasificare.
Acest site foloseşte cookie-uri. Prin continuarea navigării, sunteți de acord cu modul de utilizare a acestor informaţii Sunt de accordCiteste mai multe aici
Politica de utilizare a cookie-urilor
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.